
配電盤・制御盤・機械設備の配線施工において、端子ねじの締付けは単なる「ねじを締める作業」ではありません。
締付けトルクが適正でないと、接続の確実性が落ち、軽微な不具合から発熱・焼損、停止(ダウンタイム)につながるリスクが高まります。
本記事では次の3点を整理します。
-
端子ねじの「締め不足/締めすぎ」で何が起きるか
-
推奨締付けトルク(Nm)は誰が決めるのか
-
現場で再現性を上げるトルク管理の進め方
端子ねじの締付 け不良で起きる代表的なトラブル
端子トラブルは「その場で壊れる」よりも、時間をかけて事故に近づくケースが多いのが特徴です。
トラブルA:緩み・接触不良(締め不足)
締め不足は端子の接触圧を下げ、接触抵抗が上がります。結果として、
-
断続的な通電不良(誤動作・瞬停)
-
端子部の変色、火花、異音
などの症状につながります。
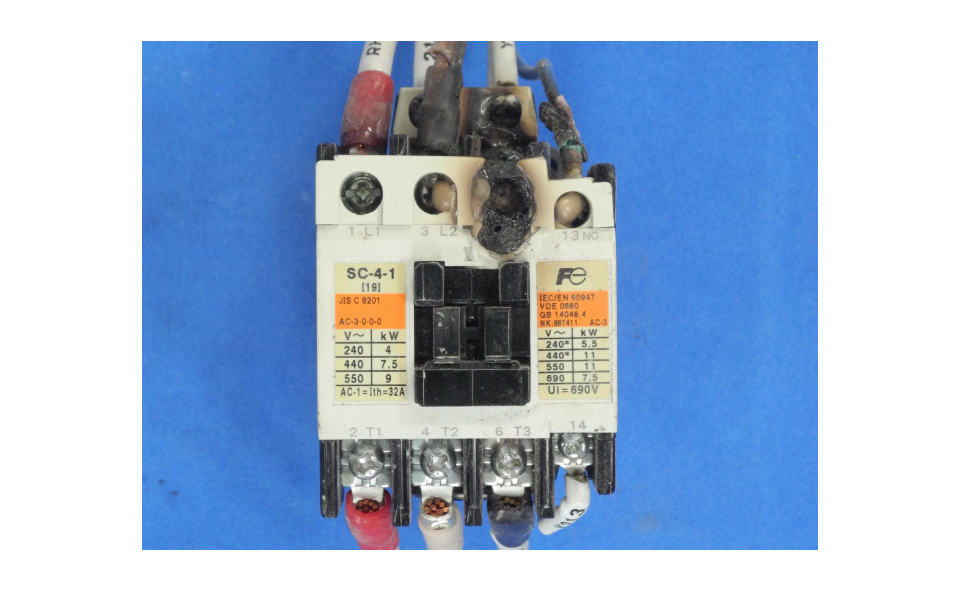
トラブルB:発熱・過熱・焼損リスク
接触抵抗の増加は発熱に直結します。長期的には、
-
端子部の過熱
-
絶縁材の劣化
-
焼け・異臭・焼損
といった重大事故へ発展する可能性があります。
トラブルC:締めすぎ(過締め)による損傷
「緩むよりは強く締めたい」という心理で過締めになる現場は多いですが、過締めは
-
ねじ山の損傷、ねじ頭の破損
-
端子・導体・圧着端子の変形
-
接触面の偏り(長期信頼性の低下)
を招き、結果として接触不良・発熱の原因になり得ます。
結論として、端子ねじは「強ければ良い」ではなく、適正トルクで締めることが重要です。
では、どのトルクで締めればいい?(誰が決める?)
まず押さえるべき前提は、推奨締付けトルク(Nm)は「工具メーカー」や「作業者の感覚」で決まるものではないということです。
端子台、ブレーカ、電磁接触器などの機器は、
構造・材質・導体の保持方式・安全係数を踏まえて検証されたうえで、メーカーが型録・取扱説明書に推奨締付けトルクを提示します。
同じように見えるねじでも、機器の端子構造や材質、導体サイズが違えば推奨トルクは変わります。
したがって現場で守るべき「正解」は、メーカー指定トルクの確認 → その値を再現する運用です。

なぜ現場は“分かっていても”守れないのか
端子ねじのトルク管理が崩れる典型理由は、次の通りです。
-
端子点数が多く、工期が厳しい
-
複数人・複数班で施工し、締付け感覚が揃わない
-
一般ドライバーの混用で「最後の力加減」が管理できない
-
結果として「だいたいこのくらい」の感覚締めに戻る
しかし、端子トラブルの多くは、この「だいたい」が積み重なって起きます。
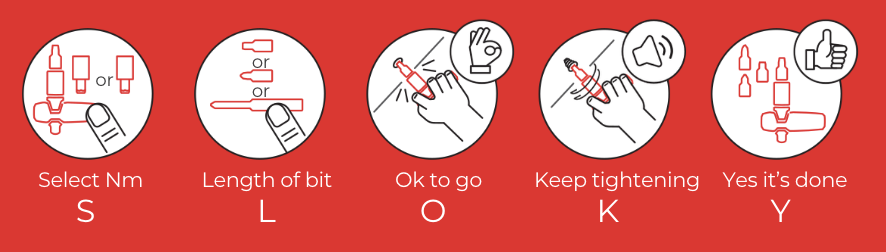
最も効果的な対策:トルク工具で“最後の一手”を標準化する
端子ねじの品質差が出るのは、締付けの最終局面(最後の数十度)です。
ここを一般ドライバーで管理するのは難しいため、再現性を上げるには次の対策が有効です。
-
トルクドライバー/トルク管理工具でメーカー指定値を再現する
-
作業標準(SOP)に「機器型式→推奨トルク→使用工具」を紐づける
-
盤メーカーや大型案件は、抽出検査と記録で説明可能な品質を作る
ポイントは、手の感覚に頼るのではなく、数値で締結結果を揃えることです。
まとめ:トルク管理は「追加作業」ではなく事故確率を下げる基本
端子ねじの締付けトルクは、接続の確実性と安全性を左右します。
メーカー指定トルクを確認し、トルク工具とSOPで再現性を作れば、発熱・焼損・緩みのリスクを大きく下げられます。
端子点数が多い現場ほど、まずは「よく使う機器から」推奨トルクと工具を固定し、標準化を始めることをおすすめします。
