
なぜチップ交換で「ねじなめ」が起きるのか:
CNC加工現場のチップ交換(インサート交換)で起きる「ねじなめ(ネジ頭つぶれ/滑り)」は、原因の多くが“適正トルクで締めていないことにあります。
感覚締めで強く締めすぎるとネジ頭やねじ山を傷めやすく、逆に弱すぎると加工中に緩みや振動が発生し、結果として再締結を繰り返してさらに損傷リスクが上がります。
結論として、チップ交換は「経験」よりも、推奨締付けトルクを再現できる仕組みが重要です。

チップ交換でねじなめが起きると何が問題になる?
チップ交換時のねじなめは、現場の生産性とコストに直結します。
ねじなめが招く代表的なトラブル
-
ネジがロックして外れない/交換できない
-
ホルダやクランプ部品が損傷し、刀具が実質的に廃棄(または高額修理)
-
作業時間のロス → 段取り遅延 → 最悪、停止(ダウンタイム)リスク
ねじなめ後の対処は“高コスト”になりやすい
ネット上には、ゴムを噛ませる、叩いて噛み合わせを作る、専用工具で外すなど様々な方法があります。
しかしCNCホルダは高価で、状況によっては部品交換ができず、放電加工(EDM)などの処置が必要になることもあります。
時間も手間もかかるため、最も合理的なのは「壊す前に防ぐ」ことです。
では、どのトルクで締めればいいのか?
大前提として、チップ固定ねじ(クランプねじ/クランプスクリュー)の推奨締付けトルク(Nm)は、ホルダ/カッタ/インサートのメーカーが設計検証の上で指定します。
つまり「SLOKYが決める」でも「他社が決める」でもなく、国際的な規格体系(ねじ・駆動形状・評価方法など)を前提に、各メーカーが製品仕様として提示する値です。
そのうえでSLOKYは、CNC現場で頻出するトルク帯を運用しやすいよう、下記のプリセットトルクを整理しています(標準化しやすい代表レンジ)。
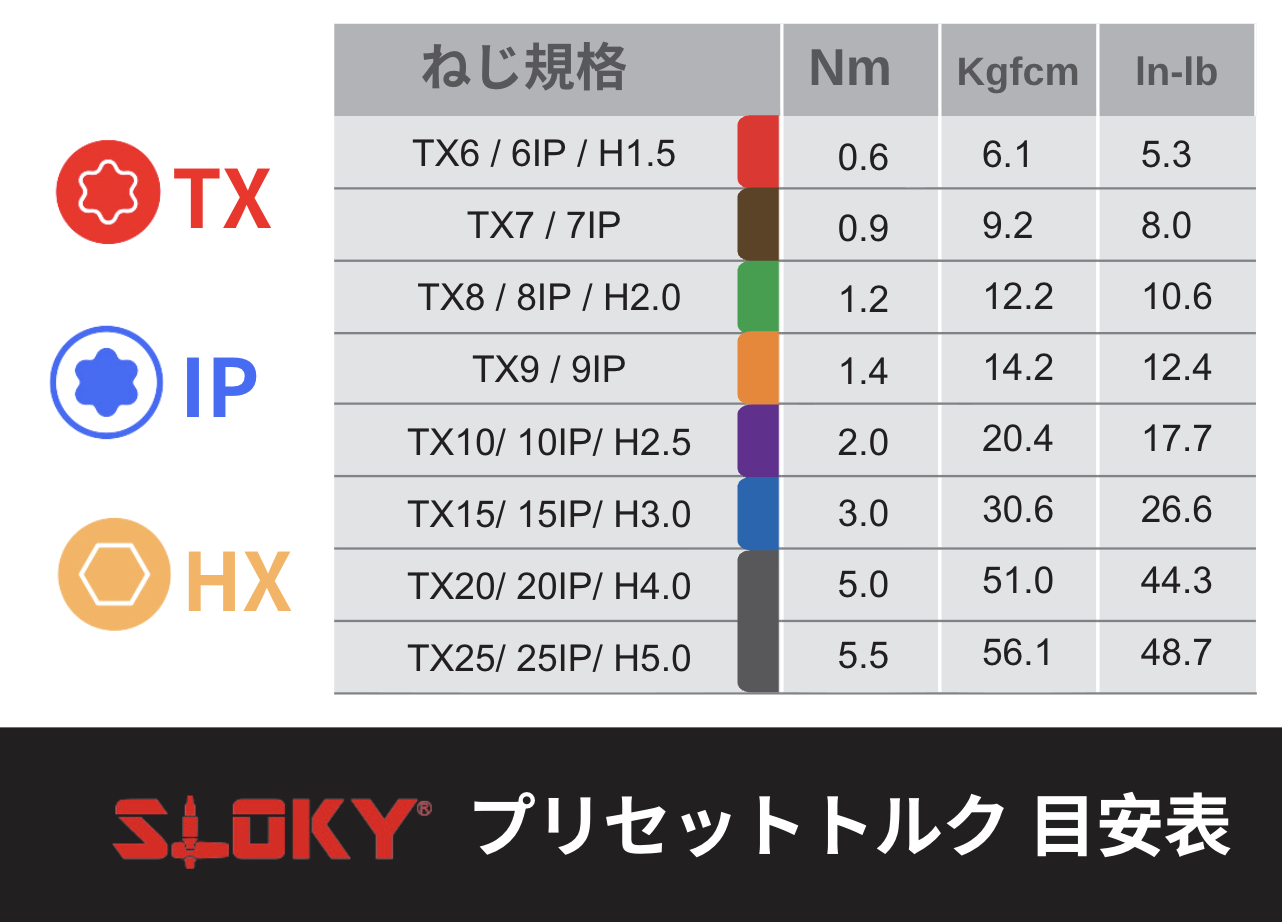
※注意:上表は「現場でよく使われるレンジの整理」です。最終的には必ず工具メーカーの推奨締付けトルクを優先し、その値を再現できる運用に落とし込んでください。
締付けは“強ければ良い”ではない:強すぎても弱すぎても不良になる
チップ交換の締結は、どちらに振れても問題が出ます。
-
締めすぎ(過締め):ねじなめ、ねじ山損傷、クランプ部品破損、次回交換不可
-
締め不足:加工中の緩み、びびり/振動、刃先欠損、面粗度悪化、寸法不安定
「適正トルク=品質の再現性」です。
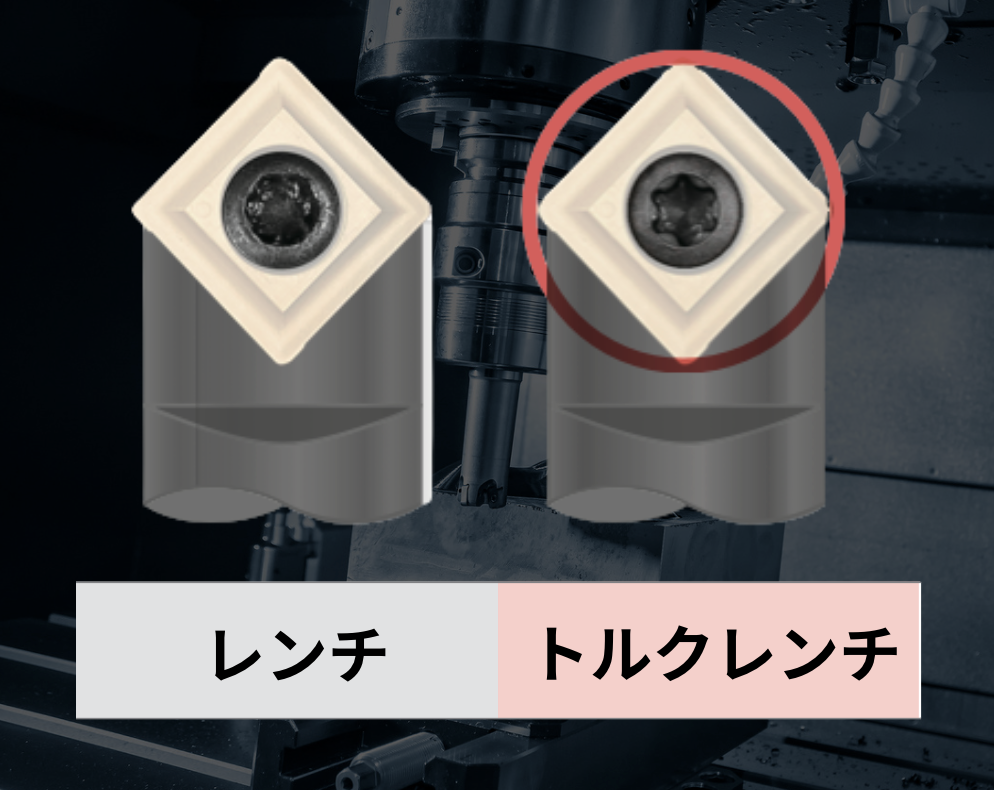
だからこそ、チップ交換にはトルクレンチ(トルクツール)による締結管理が有効です。
トルクレンチの使い方:SLOKYでねじなめを防ぐ標準締結SOP
ここからが本題です。SLOKYは、CNCのチップ交換を想定し、現場で“迷いなく”使えるSOPを提案します。
1)目の前のねじ種類を確認する
CNC現場でよく使われる代表例として、TX15/IP15/H3.0は、いずれも3Nmで締結するケースが多いレンジです。
まずは対象ねじ(ドライブ形状)を確認し、必要トルクを把握します。
※最終的な推奨トルクは、ホルダ/カッタ/インサートのメーカー指定値を優先してください。
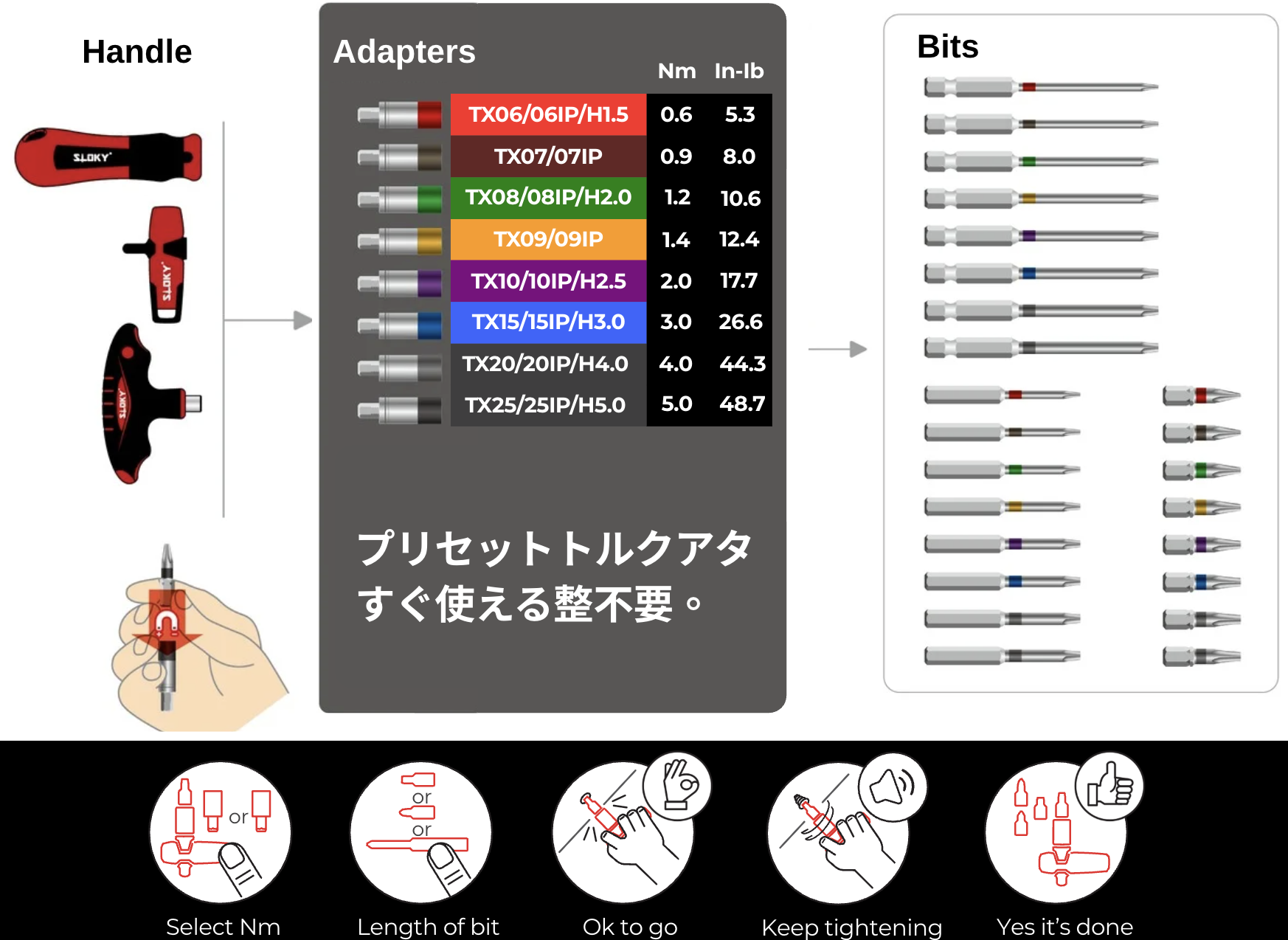
2)SLOKYのカラー管理で工具を取り違えない
SLOKYのツールセットでは、ビットの色とアダプター(ソケット)の色を揃えるだけ。
例:青いビットを選んだら、次に青いアダプターを選びます。
この「色で合わせる」運用が、現場で起きがちな取り違いを減らし、ヒューマンエラーを抑えます。
3)作業に合うハンドルを組み合わせる
最後に、作業環境に合ったハンドルを装着します(手動/電動)。
あとは規定トルクに到達するまで締結するだけで、締めすぎ・締め不足を抑えた安定した締結ができます。
SLOKYはCNC現場のために設計されたトルクツール:学習なしで標準化できる
SLOKYの役割は「規格を作ること」ではありません。
メーカーが指定した推奨トルクを、現場で誰でも・毎回・同じように再現できるようにすることです。
-
プリセットトルク:調整不要で再現性を上げる
-
カラー管理:取り違いを防ぎ、作業者差を減らす
-
SOP化:教育コストを下げ、段取りを安定させる
チップ交換のねじなめに悩んでいるなら、まずは「推奨トルクを守る運用」と「工具の標準化」から始めてください。

Q&A
Q1. 推奨締付けトルク(Nm)はどこで確認できますか?
A. ホルダ/カッタ/インサートのメーカー型録や取扱説明書に記載されていることが一般的です。最優先で確認してください。
Q2. トルクレンチがないとダメですか?
A. 感覚締めは作業者差が出やすく、過締め・締め不足の原因になります。再現性を上げるならトルクツール運用が有効です。
Q3. すでにねじなめしている場合は?
A. 状況により、専用工具での除去、部品交換、放電加工(EDM)などが必要になることがあります。高価なホルダほど“予防”の価値が高いです。
Q4. 締めすぎと締め不足、どちらが多い?
A. 「緩むのが怖い」から過締めになるケースも多い一方、締め不足は加工中の振動や緩みとして現れます。どちらも適正トルクで防げます。
Q5. SLOKY導入の最初の一歩は?
A. まずは交換頻度が高い工程(チップ交換)から、推奨トルクの確認 → 色で管理 → SOP化、の順で導入すると効果が見えやすいです。
